起绒磨毛
薄、短、密绒类起毛工艺
原料选择
本项目面料包括基布层和毛圈层,其中基布层由纤维横截面通常为普通涤纶长丝织成,纱线密度wei 0.22~0.33 tex;毛圈层由超细旦、细旦或功能性涤纶长丝织成,毛圈层将基布层完全包住,呈现出反包结构,织物结构紧密,增加了拉梳剪的难度,克服了轻薄型面料在拉绒时容易出现拉毛直条、洞疵以及胀破较差的难题。
装置优化
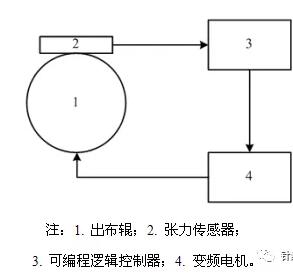
改进张力控制装置
a. 进布张力控制装置
△改进的进布张力控制装置
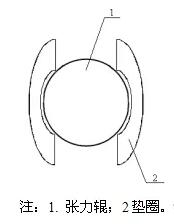
b.出布辊张力控制装置
△改进的出布辊张力控制装置
剪毛机刀头扩幅装置
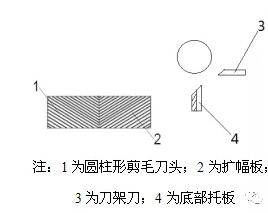
△剪毛机刀头的扩幅装置
剪毛机刀头的扩幅装置
面料开发工艺
工艺流程为:起毛→梳毛→剪毛。
拉毛工艺
选择了2%起毛剂,确定3次轻度拉毛,“反面→正面→反面→正面→反面→正面”的拉毛顺序。
梳毛工艺
剪毛

是指用砂皮辊或金属辊在布面上磨擦;
不同的面料使用不同的砂皮目数进行组合,以达到预期的磨毛效果。
一般原则是高支纱使用高目数砂皮,低支纱采用低目数砂皮。
砂皮辊有正转和反转之用,一般使用奇数只砂皮辊。
【影响砂皮磨毛效果的因素有】
磨毛辊转速,车速,布身含潮率,包覆角,张力等
是用成一定角度的钢丝弯针插入纱线内部,钩出纤维,形成毛羽;
与拉毛是一个意思,不同的说法而已;
不同的布料使用不同的钢针,有圆头和尖头之分,一般来说,棉类的用尖头,毛类的用圆头。
【影响因素】
车速,针布辊转速,针布辊数目,含潮率,张力,针布密度,钢针弯角度,纱线的捻度,前处理使用的助剂等。
是利用象刷子一样的刷毛辊在布面上扫过;
不同的布料和处理使用不同的刷毛辊,有猪鬃刷,钢丝刷,碳素丝刷,陶瓷纤维刷。
简单的处理使用猪鬃刷,比如烧毛前的刷布;钢丝刷一般是需要剧烈起绒的织物,比如针织绒布;碳素丝刷是用于高档棉织物的,表面处理要求精细;处理要求更加精细的使用陶瓷纤维。
【影响因素】
刷辊数目,转速,刷丝的刚度,刷丝的细度,刷丝的密度等。
三者区别
抓毛和拉毛是一个概念,也就是同一种工艺,所用设备是拉绒机,采用钢针辊筒将织物纱线中的微纤拉出来,形成表面的绒毛效果,具体产品有绒布、银羟呢之类的,拉毛工艺也叫“起绒”。
磨毛工艺所用设备是磨毛机,采用砂皮、碳素、陶瓷等辊筒将织物纱线中的微纤磨出来,形成表面的绒毛效果,相比拉毛的产品,磨毛的绒毛短而密,毛感很细腻,具体产品有磨毛纱卡、磨毛府绸、桃皮绒之类的,也有的磨毛产品看上去毛感并不明显,但手感得到大大地改善。
刷毛主要是灯芯绒的专用工艺,因为灯芯绒的绒毛是将面组织的纬纱割断,通过刷毛将纱线打散并形成抱合的绒条,所用设备是刷毛机,一般配有8~10块硬刷和6~8条履带软刷,粗条灯芯绒还需经过后刷毛,后刷毛机除了硬、软刷外还配有蜡板,在刷毛过程中同时给绒毛上蜡,是灯芯绒绒条有光泽,故后刷毛机也称上蜡机。(来源:纺织干货、针织工业)
— End —


1.本着“开放、协作、分享”的互联网精神,我们欢迎各方自媒体、传统媒体与机构,转载、引用染化在线的原创内容,但必须注明来源自染化在线网,否则我们将依法追究侵权责任。
2.原则上,我们同意在注明出处的前提下,各方使用染化在线的原创素材(图片、视频等)。
3.染化在线网尊重各方知识产权,保护原创作者的合法权益。如发现本站文章存在版权问题,请联系微信rhzxzjf,我们将及时核查、处理。